Nazwa produktu: |
Zawory do przemysłu naftowego, gazowego i chemicznego, naczynia pod ciśnieniem, urządzenia do napawania, napawy powłokowe, spawanie automatyczne, stacja spawalnicza |
||||||
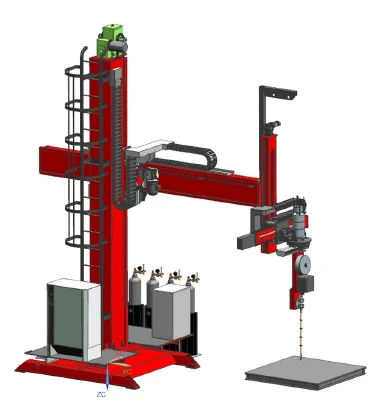
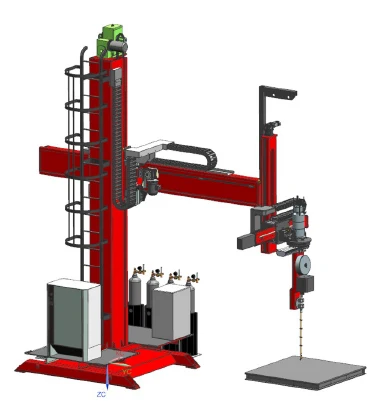
Cechy |
Ta maszyna może być stosowana do precyzyjnego spawania materiałów odpornych na korozję i ścieranie. Ten model ma kompaktową konstrukcję, oszczędza przestrzeń i charakteryzuje się dużą mocą. Dostępna jest konfiguracja z podstawowymi funkcjami spawania powierzchni wewnętrznych, zewnętrznych oraz płaskich; oferujemy również funkcje opcjonalne, takie jak napawanie przecinających się powierzchni dwoma otworami pod kątem 90 stopni, automatyczne spawanie powierzchni przecinających się wielu otworów, system podgrzewania przedmiotu wyrobu, system chłodzenia przedmiotu wyrobu itp. Ostateczny zestaw funkcji Twojej maszyny należy sprawdzić w opcjach umowy handlowej. Stanowisko napawania wykorzystuje proces spawania GTAW z gorącym drutem. Nadaje się do drutu ze stali węglowej, drutu ze stali nierdzewnej, drutu z niklu i stopów niklu, drutu do spawania odpornego na zużycie oraz innego spawania automatycznego. Zastosowania: 1) Materiał podstawowy: A105, A350 LF2, A694 F42~F70, AISI 4130, 30CrMo, SS304/304L, SS316/316L, SS410, F51, F55, WCB, LCB – odlewy lub materiały kute; 2) Spoiwa do spawania: ERNiCrMo-3, ERNiFeCr-1, ER316L, ER2594, ERCCoCr-E, ERCCoCr-A, ERNi1, drut ERCuNi;
3) Grubość warstwy napawanej: 1~3 mm/warstwę, napawanie wielowarstwowe, standardowa grubość warstwy napawanej to 3,2 mm, przy FL+2 mm stopień rozcieńczenia będzie mniejszy niż 5%;
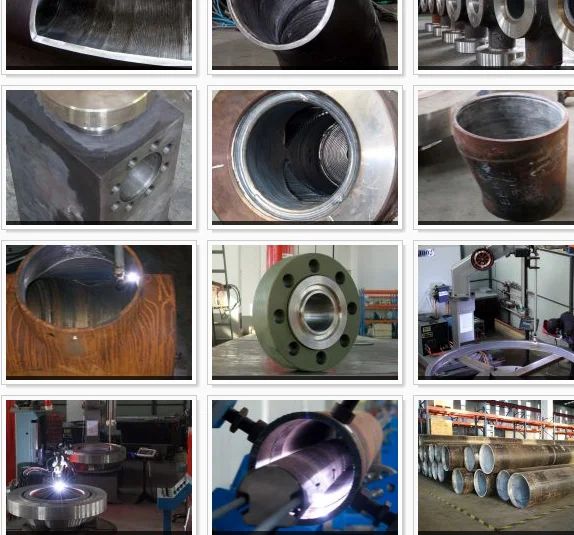
4) Wymagania jakościowe: Badanie penetracyjne cieczą zgodnie z ASTM E165 i wymaganiami ASTM V. Wydajność pierwszego przebiegu dla napawanych powierzchni styku >95%, dla napawania otworów lub płaskich powierzchni >98%, dla napawania rowków pierścieniowych >96%. 5) Proces spawania: GTAW z gorącym drutem; 6) Pozycja spawania: zazwyczaj 2G lub 1G; 7) Produkty zastosowania: Pierścienie rurowe, kształtki, kołnierze, łuki LR, korpusy zaworów, kulki zaworów, rury głębinowe, zawory drzewa głowicy odwiertu, elementy naczynia pod ciśnieniem, dysze, denka odkryte itp.; |
||||||
Model |
ETR |
||
Rodzaj źródła zasilania |
Inwerter typu prądu stałego |
||
Prąd spawania Cykl pracy ((40°C) |
5450A
450 A przy 80%; 420 A przy 100%
|
||
Prąd gorącego drutu Cykl pracy ((40°C) |
5150A
150A 60%; 100A 100%
|
||
Napięcie otwartego obwodu |
80 V |
||
Napięcie wejściowe |
3×400V(-25%+20%) 50/60Hz |
||
Moc wejściowa |
35KVA |
||
Wyświetlacz |
5,7-calowy ekran TP, interfejs przenośny
12 Ekran TP Komputer przemysłowy na szafce sterującej
|
||
Metoda ustalania danych |
Ustawienie panelu dotykowego |
MMA: 34 V |
|
Chłodzenie palnika |
Zewnętrzne chłodzenie wodą o stałej temperaturze |
||
Objętość wody chłodzącej |
15L |
||
Poziom bezpieczeństwa izolacji/standardy |
H/IP23 |
||
Pojemność pokrycia |
Rozmiar: ф38~50 mm; Długość do 1200 mm, długość do 2,4 m
Rozmiar: ф50~1200 mm; Wysokość do 1500 mm, długość do 3 m
|
||
Dokładność AVC |
±0.2V |
||
Średnica tungstenowa |
3.2mm |
||
Średnica drutu |
1,0~1,2 mm |
||