TKweld Pipepines Nádoby pod tlakem Svařovací tyč z nízkolegované oceli J506Fe-1 AWS E7018-1 je vysoce výkonná elektroda navržená speciálně pro svařování nízkolegovaných ocelí používaných při výrobě a opravách tlakových nádob. Vyvinuta pro spolehlivost, konzistenci a vynikající mechanické vlastnosti, tato svařovací tyč splňuje náročné požadavky průmyslových svařovacích prostředí, kde jsou rozhodující pevnost, houževnatost a odolnost proti trhlinám
Vyvinuté podle přísných specifikací, TKweld J506Fe-1/E7018-1 nabízí vynikající svařovatelnost u široké škály nízkolegovaných ocelí, běžně používaných u tlakových nádob, kotlů a zásobníkových nádrží. Elektroda vytváří hladký, stabilní oblouk s minimálním rozstřikem, což umožňuje svářečům udržovat čisté pracovní prostředí a soustředit se na výrobu kvalitních svárů. Formulace povlaku zajistí snadné zapálení a opakované zapálení oblouku, čímž se snižuje prostoj a zvyšuje produktivita na pracovišti
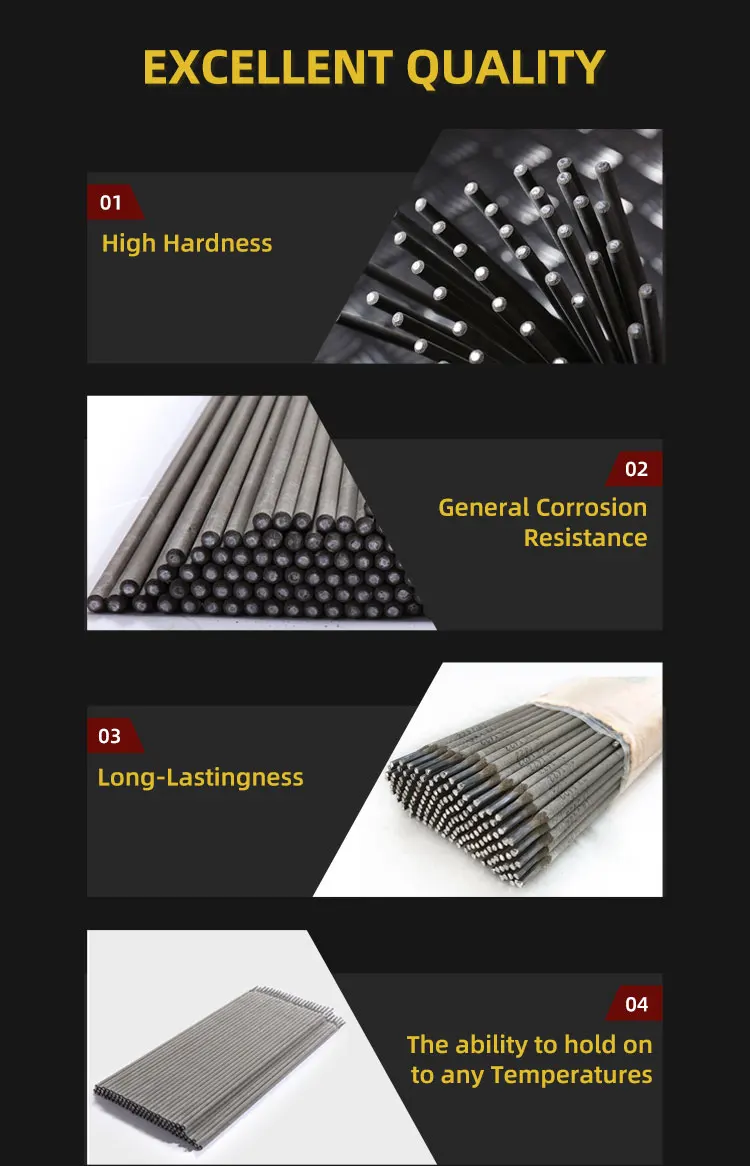
Jednou z výrazných vlastností těchto svařovacích tyčí je jejich schopnost vytvářet pevné, tažné svary, které odpovídají vlastnostem základního materiálu za vysokého zatížení a cyklického namáhání. Svařovací materiál je navržen tak, aby dosáhl příznivé pevnosti v tahu a mez kluzu, a zároveň poskytoval dobrou houževnatost při středních až nízkých teplotách. Tato rovnováha mezi pevností a houževnatostí činí TKweld Pipepines J506Fe-1/E7018-1 důvěryhodnou volbou pro kritické tlakové komponenty, kde jsou bezpečnost a trvanlivost naprosto zásadní
Nízký obsah vodíku u elektrody je klíčový pro prevenci trhlin způsobených vodíkem, což je hlavním problémem u svařovaných tlakových nádob. Vrstva obalu obsahuje složky vážící vodík, které pomáhají omezit obsah vodíku ve svářeném kovu. Ve spojení s vhodnou předehřevem a kontrolou teploty mezi jednotlivými vrstvami pomáhá TKweld J506Fe-1/E7018-1 zajistit kvalitní, odolné proti trhlinám svary i u silnějších průřezů nízkolegované oceli
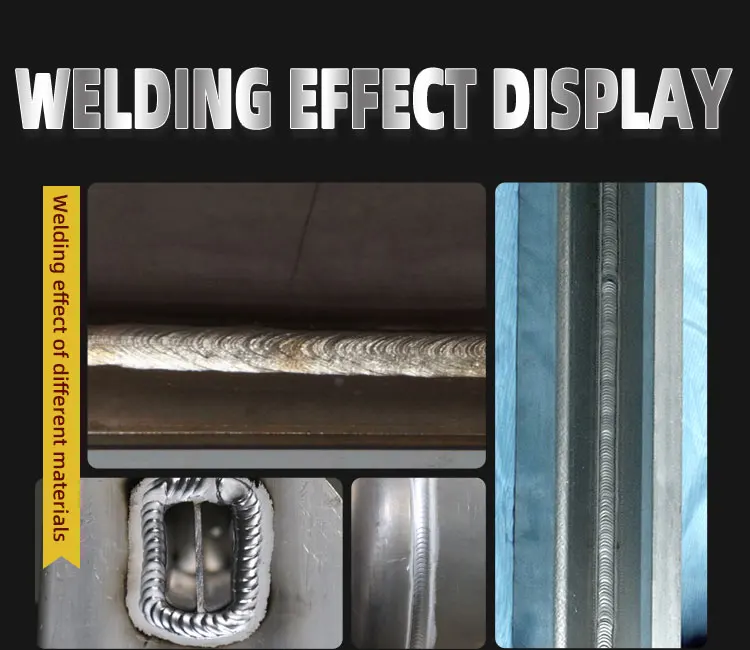
TKweld Pipepines J506Fe-1/E7018-1 je navržena pro použití se svařovacími zařízeními s nepřerušovaným proudem elektroda negativní (DCEN) a střídavým proudem (AC), čímž nabízí flexibilitu pro různá uspořádání dílen. Elektroda vytváří hladký, dobře tvarovaný svár s vysokou ovladatelností a vynikající odolností strusky. Struska se po svařování snadno odloupne, což snižuje dobu úklidu a odhaluje úhledný, rovnoměrný tvar svaru, který je snadno kontrolovatelný a dokončitelný
Konzistence je charakteristickou vlastností produktů TKweld a tyto elektrody jsou vyráběny za přísné kontroly kvality, aby byla zajištěna rovnoměrná výkonnost od jedné série ke druhé. Parametry svařování, včetně rozsahů proudu a doporučených rychlostí posuvu hořáku, jsou uvedeny tak, aby svářeči mohli optimalizovat rychlosti nánosu a zároveň ovlivňovat proniknutí a tepelný vstup. To pomáhá udržet požadované mechanické vlastnosti a mikrostrukturu potřebné pro provoz zařízení pod tlakem
Odolnost proti korozi je dalším důležitým faktorem u svarů tlakových nádob a chemické složení přídavného materiálu TKweld J506Fe-1/E7018-1 přispívá k rozumné odolnosti v běžných agresivních prostředích průmyslových aplikací. Pokud jsou tyto elektrody kombinovány s vhodným výběrem základního materiálu, tepelným zpracováním po svařování a opatřeními na ochranu proti korozi, přispívají k dlouhé životnosti a snížení nákladů na údržbu
Výrobek je vhodný také pro svařování více průběhy, což umožňuje hluboké průniky kořenových průchodů a kvalitní krycí průchody s minimálním rizikem vzniku vad. Jeho dobrá kontrola taveniny umožňuje svářečům udržet konzistentní tvar stehu ve svislé, nadhlaví a v jiných obtížných poloze, čímž je vhodný pro složité geometrie tlakových nádob a opravy na místě
Bezpečnost a soulad jsou klíčovými aspekty konstrukce TKweld Pipepines. Elektroda splňuje příslušné normy pro svařovací materiály nízkolegovaných ocelí a je opatřena úplnými informacemi o stopovatelnosti. K výrobku jsou dodávány doporučení pro správné skladování a manipulaci, aby se zachoval nízký obsah vodíku – pro dosažení nejlepších výsledků jsou obvykle stanoveny podmínky pro vlhkostní skladování a ohřev. Dodržování doporučených postupů předehřevu, teploty mezi jednotlivými průběhy a tepelného zpracování po svařování (PWHT) zajišťuje, že svařované spoje splní přísné požadavky na houževnatost a odlehčení napětí, které jsou často vyžadovány při výrobě tlakových nádob
TKweld poskytuje technickou podporu a pokyny, které pomáhají svařovacím inženýrům a operátorům vybrat vhodné parametry a svařovací postupy. Ať už pracují ve výrobní dílně nebo provádějí terénní údržbu, svářeči profitují z dokumentace TKweld týkající se doporučených rozsahů ampér, výběru průměru elektrod a technik přípravy sváry. Tato podpora pomáhá minimalizovat zkušební procesy a zkracuje kvalifikační cykly svařovacích postupů
Možnosti balení pro TKweld Pipepines J506Fe-1/E7018-1 jsou navrženy pro pohodlí a ochranu. Elektrody jsou obvykle dodávány v uzavřených obalech, které je chrání před vstřebáváním vlhkosti a zachovávají jejich nízkovodíkové vlastnosti až do použití. Obal je snadno uskladnitelný a přepravitelný, což jej činí vhodným jak pro velké výrobní zařízení, tak pro provozy na odlehlých místech
Svařovací tyčka TKweld Pipepines Pressure Vessels Low Alloy Steel J506Fe-1 AWS E7018-1 je spolehlivá nízkovodíková elektroda určená pro náročné podmínky svařování tlakových nádob. Nabízí stabilní hoření oblouku, vynikající odstraňování strusky, vysoké mechanické vlastnosti a spolehlivý výkon ve všech polohách. Díky konzistentní kontrole kvality, jasnému návodu k použití a technické podpoře poskytuje TKweld svařovací materiál, který pomáhá výrobcům a servisním týmům dosahovat bezpečných, trvanlivých a normami vyhovujících svárů u tlakového zařízení z nízkolegované oceli