TKweld Pipepines Pressure Vessels Low Alloy Steel Welding Rod J506Fe-1 AWS E7018-1 is a high-performance electrode designed specifically for welding low alloy steels used in pressure vessel fabrication and repair. Engineered for reliability, consistency, and superior mechanical properties, this welding rod meets the demanding needs of industrial welding environments where strength, toughness, and crack resistance are critical
Built to strict specifications, the TKweld J506Fe-1/E7018-1 offers excellent weldability on a range of low alloy steels commonly used in pressure vessels, boilers, and storage tanks. The electrode produces a smooth, stable arc with minimal spatter, allowing welders to maintain clean work areas and focus on producing high-quality welds. Its coating formulation provides easy strike and re-strike characteristics, reducing downtime and improving productivity on the job
One of the standout features of these welding rods is their ability to deliver strong, ductile weld deposits that match the base metal’s performance under high stress and cyclic loading. The filler metal is formulated to achieve favorable tensile strength and yield properties while offering good toughness at moderate to low temperatures. This balance of strength and toughness makes TKweld Pipepines J506Fe-1/E7018-1 a trusted choice for critical pressure-containing components where safety and durability are paramount
The electrode’s low hydrogen characteristics are key to preventing hydrogen-induced cracking, a major concern in welded pressure vessels. The coating contains hydrogen-scavenging ingredients that help limit the hydrogen content in the weld metal. When paired with appropriate preheat and inter-pass temperature control, TKweld J506Fe-1/E7018-1 helps ensure sound, crack-resistant welds even in thicker sections of low alloy steel
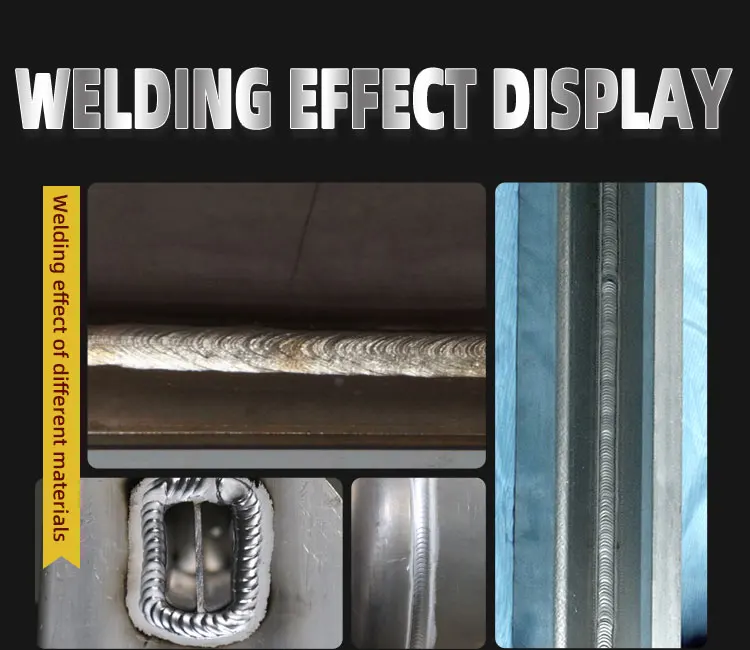
TKweld Pipepines J506Fe-1/E7018-1 is designed for use with direct current electrode negative (DCEN) and alternating current (AC) welding machines, offering flexibility for different shop setups. The electrode deposits a smooth, well-shaped bead with good control and excellent slag detach-ability. Slag peels off cleanly after welding, reducing cleanup time and revealing a neat, uniform weld profile that is easy to inspect and finish
Consistency is a hallmark of TKweld products, and these electrodes are manufactured to tight quality controls to ensure uniform performance from batch to batch. Welding parameters, including current ranges and recommended travel speeds, are provided to help welders optimize deposition rates and penetration while controlling heat input. This helps maintain the mechanical properties and microstructure needed for service in pressure-containing equipment
Corrosion resistance is another important consideration for pressure vessel welds, and the filler metal chemistry of TKweld J506Fe-1/E7018-1 helps provide a reasonable resistance to common corrosive environments encountered in industrial applications. When combined with appropriate base material selection, post-weld heat treatment, and corrosion protection measures, these electrodes contribute to long service life and reduced maintenance costs
The product is also suitable for multi-pass welding procedures, allowing for deep penetration root passes and sound cover passes with minimal risk of defect formation. Its good puddle control enables welders to maintain consistent bead shape in vertical, overhead, and out-of-position welding, making it versatile for complex pressure vessel geometries and field repairs
Safety and compliance are central to TKweld Pipepines design. The electrode conforms to applicable standards for low alloy steel welding consumables and is labelled with full traceability information. Proper storage and handling recommendations accompany the product to preserve low hydrogen content—typically humid storage and baking procedures are specified for best results. Following recommended preheat, inter-pass temperature, and post-weld heat treatment (PWHT) protocols ensures welded joints meet the stringent toughness and stress-relief requirements often mandated for pressure vessel fabrication
TKweld provides technical support and guidance to help welding engineers and operators select appropriate parameters and welding procedures. Whether working in a fabrication shop or performing field maintenance, welders benefit from TKweld’s documentation on recommended amperage ranges, electrode diameter choices, and joint preparation techniques. This support helps minimize trial-and-error and shortens qualification cycles for weld procedures
Packaging options for TKweld Pipepines J506Fe-1/E7018-1 are designed for convenience and protection. Electrodes are typically available in sealed containers to protect them from moisture pickup and maintain their low hydrogen properties until use. The packaging is easy to store and transport, making it suitable for both large fabrication facilities and remote field operations
TKweld Pipepines Pressure Vessels Low Alloy Steel Welding Rod J506Fe-1 AWS E7018-1 is a dependable, low hydrogen electrode tailored for the rigorous demands of pressure vessel welding. It offers a stable arc, excellent slag removal, strong mechanical properties, and reliable performance across multiple positions. With consistent quality control, clear handling guidance, and technical support, TKweld delivers a welding consumable that helps fabricators and maintenance teams achieve safe, durable, and code-compliant welds in low alloy steel pressure equipment