TKweld Rørtrykbeholdere Lavlegeret Stål Svejsestang J506Fe-1 AWS E7018-1 er en højtydende elektrode, der er designet specielt til svejsning af lavlegeret stål anvendt i fremstilling og reparation af trykbeholdere. Udviklet for pålidelighed, konsekvens og overlegne mekaniske egenskaber, opfylder denne svejsestang de krævende behov i industrielle svejsemiljøer, hvor styrke, sejhed og revnebestandighed er afgørende
Bygget til at opfylde strenge specifikationer, tilbyder TKweld J506Fe-1/E7018-1 fremragende svejbartegn for en række lavlegerede stål, som ofte anvendes i trykbeholdere, kedler og lagertanke. Elektroden giver en jævn og stabil lysbue med minimal sprøjt, hvilket gør det muligt for svejsere at holde rene arbejdsområder og fokusere på at lave svejsninger af høj kvalitet. Dens belægningsformulering sikrer nemt antænding og genantænding, hvilket reducerer nedetid og øger produktiviteten under arbejdet
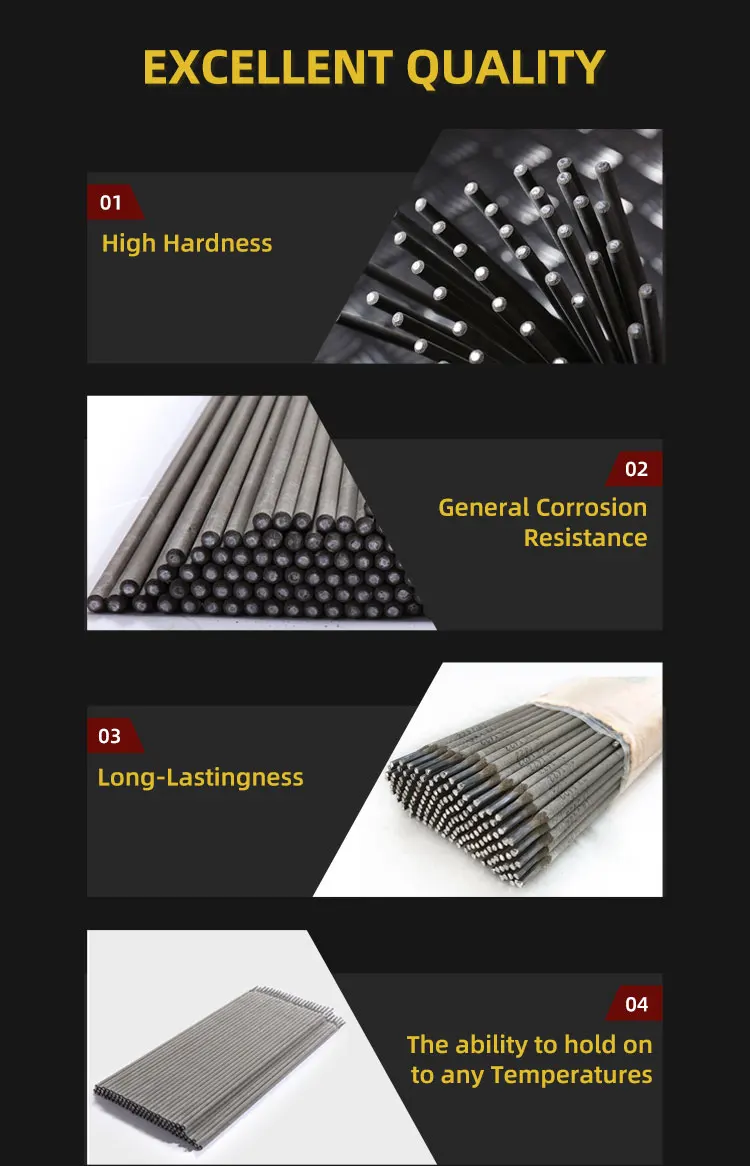
En af de fremtrædende egenskaber ved disse svejserod er deres evne til at levere stærke, sejse svejsemetaller, der svarer til grundmaterialets ydeevne under høj belastning og cyklisk påvirkning. Tilsmeltningsmaterialet er formuleret for at opnå gunstige trækstyrke- og flydegrænseegenskaber samtidig med god sejhed ved moderate til lave temperaturer. Denne balance mellem styrke og sejhed gør TKweld Pipepines J506Fe-1/E7018-1 til et pålideligt valg for kritiske trykbærende komponenter, hvor sikkerhed og holdbarhed er altafgørende
Elektrodens lave brintegenskaber er afgørende for at forhindre brintinduceret revnedannelse, hvilket er en stor udfordring ved svejsede trykbeholdere. Belægningen indeholder stoffer, der fanger brint og hjælper med at begrænse brintindholdet i svejsemetallet. Når elektroden kombineres med passende forvarmning og kontrol af mellemlags-temperaturen, sikrer TKweld J506Fe-1/E7018-1 gode, revnefri svejser – også i tykkere sektioner af lavlegeret stål
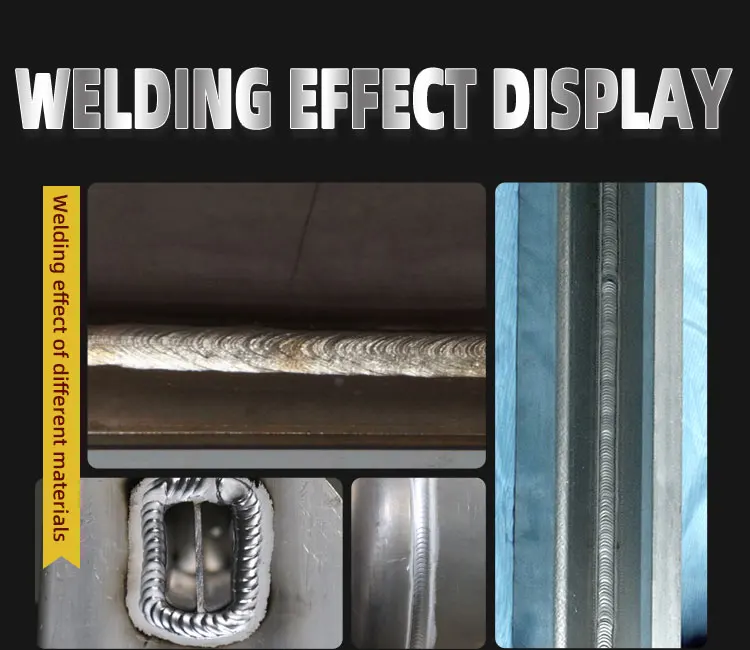
TKweld Pipepines J506Fe-1/E7018-1 er udviklet til brug med jævnstrømselektrode negativ (DCEN) samt vekselstrøm (AC), hvilket giver fleksibilitet i forskellige værksteder. Elektroden danner en jævn, velformet søm med god kontrol og fremragende slaggeafskillelse. Slaggen fjernes nemt efter svejsning, hvilket reducerer rengøringsarbejdet og afslører en pæn, ensartet svejseprofil, som er let at inspicere og efterbehandle
Konsistens er et kendetegn for TKweld-produkter, og disse elektroder fremstilles med stramme kvalitetskontroller for at sikre ensartet ydelse fra parti til parti. Svejseparametre, herunder strømstyrkeområder og anbefalede svejsehastigheder, angives for at hjælpe svejsere med at optimere afsætningshastigheder og gennemtrængning, samtidig med at varmetilførslen kontrolleres. Dette hjælper med at bevare de mekaniske egenskaber og mikrostruktur, der kræves for brug i trykbeholdere
Korrosionsbestandighed er en anden vigtig overvejelse for svejsninger i trykbeholdere, og tilstikksmaterialets sammensætning i TKweld J506Fe-1/E7018-1 hjælper med at give en rimelig modstand mod almindelige korrosive miljøer, som opstår i industrielle anvendelser. Når disse elektroder kombineres med passende valg af grundmateriale, varmebehandling efter svejsning og korrosionsbeskyttelsesforanstaltninger, bidrager de til en lang levetid og reducerede vedligeholdelsesomkostninger
Produktet er også velegnet til svejsning i flere pass, hvilket muliggør dybtrængende rodpasser og holdbare dækningspasser med minimal risiko for defektformation. Dets gode pølsekontrol gør det muligt for svejsere at opretholde en konsekvent sømform ved lodret, loft og svejsning i ugunstige positioner, hvilket gør det alsidigt anvendeligt til komplekse trykbeholdergeometrier og reparationer i felt
Sikkerhed og overholdelse er centrale aspekter i TKweld Pipepines design. Elektroden overholder relevante standarder for svejsetråd til lavlegeret stål og er mærket med fuld sporbarhedsinformation. Anbefalinger for korrekt opbevaring og håndtering følger med produktet for at bevare det lave indhold af brint—typisk anbefales opbevaring i tørt miljø og opvarmningsprocedurer for bedste resultat. Overholdelse af anbefalede protokoller for forvarmning, mellemledningstemperatur og efter-svejsning varmebehandling (PWHT) sikrer, at de svejsede samlinger opfylder de strenge krav til sejhed og spændingsnedbrydning, som ofte kræves ved produktion af trykbeholdere
TKweld leverer teknisk support og vejledning for at hjælpe svejseingeniører og operatører med at vælge passende parametre og svejseprocedurer. Uanset om man arbejder i en fabrikationsworkshop eller udfører vedligeholdelse i felt, drager svejsere fordel af TKwelds dokumentation om anbefalede strømstyrkeintervaller, valg af elektrode-diameter og forberedelsesteknikker for samlinger. Denne support hjælper med at minimere prøve-og-fejl-metoden og forkorte kvalificeringscykluser for svejseprocedurer
Pakkeløsninger for TKweld Pipepines J506Fe-1/E7018-1 er designet med bekvemmelighed og beskyttelse i tankerne. Elektroderne er typisk tilgængelige i forseglede beholdere for at beskytte dem mod fugtoptagelse og bevare deres lavbrinte egenskaber indtil brug. Emballagen er nem at opbevare og transportere, hvilket gør den velegnet til både store fabrikeringsfaciliteter og fjerntliggende feltoperationer
TKweld Rørtrykbeholdere Lavlegeret stål svejsningstil J506Fe-1 AWS E7018-1 er en pålidelig, lavbrintelektrode udviklet til de krævende behov ved svejsning af trykbeholdere. Den sikrer stabil lysbue, fremragende slaggeafvisning, høje mekaniske egenskaber og stabil ydelse i alle svejsningspositioner. Med konsekvent kvalitetskontrol, tydelige håndteringsanvisninger og teknisk support leverer TKweld et svejsningstilbehør, der hjælper fabrikanter og vedligeholdelseshold med at opnå sikre, holdbare og normkonforme sømme i lavlegerede ståltrykbeholdere