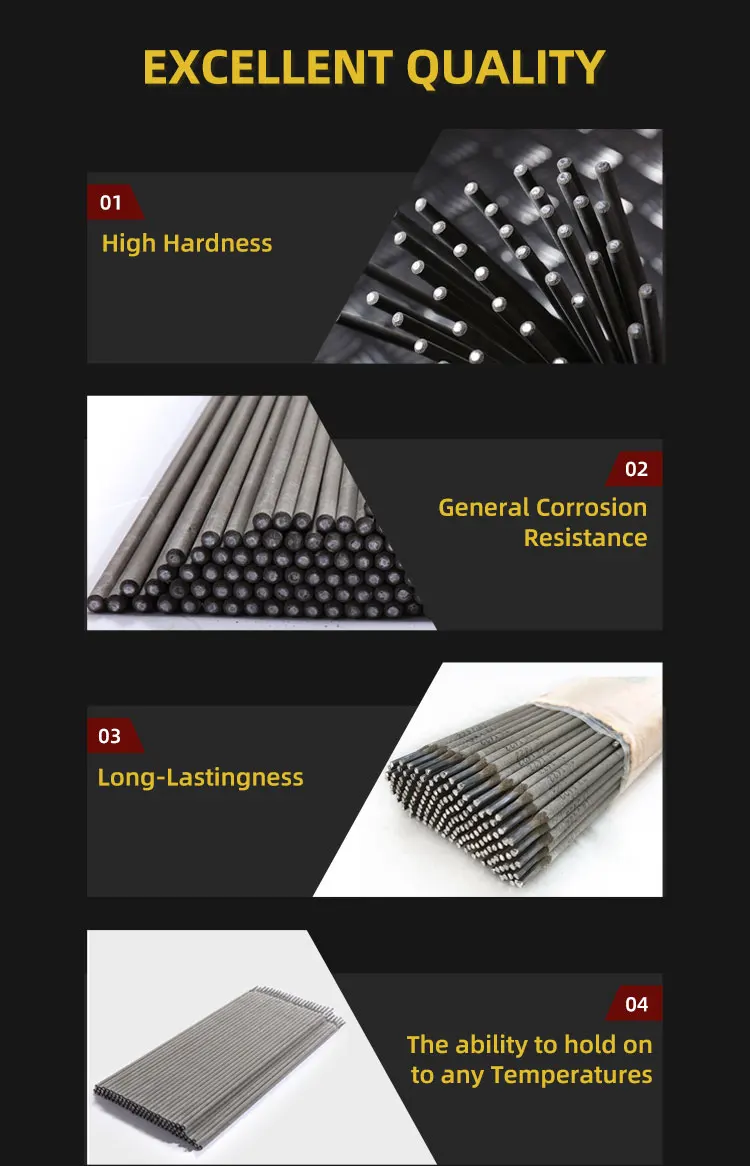
TKweld Potrubie, tlakové nádoby, zváracia tyč z nízkolegovaného ocele J506Fe-1 AWS E7018-1 je vysokovýkonná elektróda navrhnutá špeciálne na zváranie nízkolegovaných ocelí používaných pri výrobe a oprave tlakových nádob. Elektróda je konštruovaná tak, aby bola spoľahlivá, konzistentná a mala vynikajúce mechanické vlastnosti, čo spĺňa náročné požiadavky priemyselných zváracích prostredí, kde sú rozhodujúce pevnosť, húževnatosť a odolnosť voči trhlinám
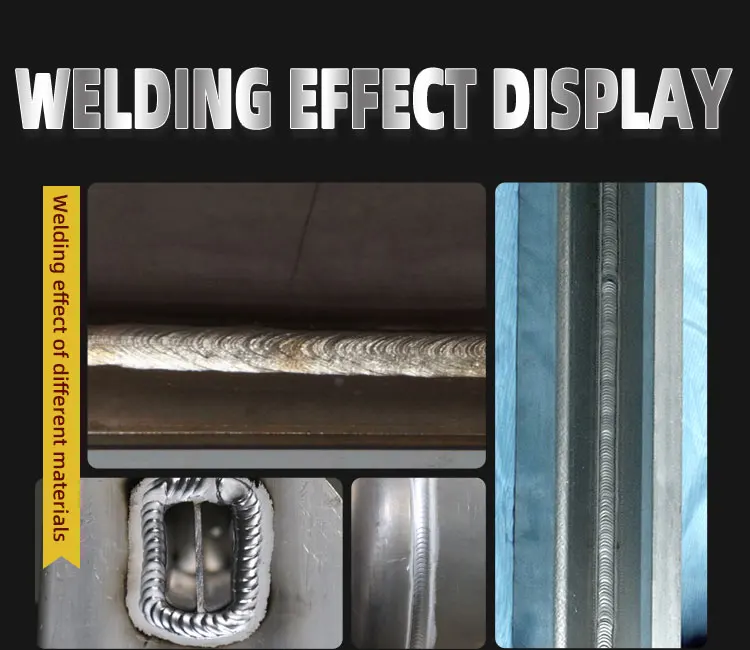
Vyrobené podľa prísnych špecifikácií, ponúka elektroda TKweld J506Fe-1/E7018-1 vynikajúcu zvárateľnosť pri zváraní rôznych nízkolegovaných ocelí bežne používaných v tlakových nádobách, kotloch a zásobníkových nádržiach. Elektroda vytvára hladký, stabilný oblúk s minimálnym rozstrekovaním, čo umožňuje zváračom udržiavať čisté pracovné prostredie a sústrediť sa na výrobu kvalitných zvarov. Vlátivý obal elektrody zabezpečuje ľahké zapálenie a opätovné zapálenie oblúka, čím sa skracuje prestojový čas a zvyšuje sa produktivita práce.
Jednou z najvýraznejších vlastností týchto zváracích tyčiek je ich schopnosť vytvárať pevné, ťažné zvary, ktoré zodpovedajú vlastnostiam základného materiálu pri vysokom zaťažení a cyklickom namáhaní. Zápalný materiál je formulovaný tak, aby dosiahol vhodné pevnostné a medzné vlastnosti pri ťahu, pričom zároveň ponúka dobrú húževnatosť pri stredných až nízkych teplotách. Táto rovnováha pevnosti a húževnatosti robí zváracie tyčky TKweld Pipepines J506Fe-1/E7018-1 spoľahlivou voľbou pre kritické tlakové komponenty, kde sú bezpečnosť a trvanlivosť najdôležitejšie.
Nízky obsah vodíka vo vodíku je kľúčový pre prevenciu trhliny spôsobenej vodíkom, čo je hlavnou obavou pri zváraných tlakových nádobách. Vláknitá vrstva obsahuje zložky viažuce vodík, ktoré pomáhajú obmedziť obsah vodíka vo zváracom kove. V spojení s vhodným predohrevom a kontrolou teploty medzi jednotlivými vrstvami pomáha TKweld J506Fe-1/E7018-1 zabezpečiť pevné, odolné voči trhlinám zvary, aj pri hrubších prierezoch nízkolehovaných ocelí
TKweld Pipepines J506Fe-1/E7018-1 je navrhnutá na použitie so zváracími zdrojmi s nepriamym prúdom (DCEN) a striedavým prúdom (AC), čo ponúka flexibilitu pre rôzne usporiadania dielní. Elektroda vytvára hladký, dobre tvarovaný zvarový šev s dobrým ovládaním a vynikajúcim odpadávaním strusky. Struska sa po zváraní čistotne oddeľuje, čím sa skracuje čas na údržbu a odhaľuje sa úhľadný, rovnomerný tvar zvaru, ktorý je ľahké kontrolovať a dokončiť
Konzistencia je znakom produktov TKweld, a tieto elektródy sú vyrábané pod prísnymi kontrolami kvality, aby sa zabezpečil rovnomerný výkon od dávky po dávku. Zváracie parametre, vrátane rozsahov prúdu a odporúčaných rýchlostí posunu, sú uvedené, aby pomohli zváračom optimalizovať rýchlosti nánosu a preniknutie pri riadení tepelného prívodu. To pomáha zachovať mechanické vlastnosti a mikroštruktúru potrebnú pre prevádzku tlakových zariadení.
Odolnosť voči korózii je ďalším dôležitým aspektom pri zváraní tlakových nádob, a chemické zloženie plniaceho materiálu TKweld J506Fe-1/E7018-1 prispieva k primeranej odolnosti voči bežným korozívnym prostrediam v priemyselných aplikáciách. V spojení s vhodným výberom základného materiálu, tepelným spracovaním po zváraní a opatreniami na ochranu pred koróziou tieto elektródy prispevujú k dlhej životnosti a zníženiu nákladov na údržbu.
Výrobok je vhodný aj na zváranie viacnásobným postupom, čo umožňuje hlboké prieniky koreňových zvarov a kvalitné krycie zvary s minimálnym rizikom tvorby chýb. Jeho dobrá kontrola taveniny umožňuje zváračom udržiavať konzistentný tvar zvarovej nitky pri zváraní vo vertikálnej, horizontálnej a iných neštandardných polohe, čo ho robí všestranným pre zložité geometrie tlakových nádob a opravy na mieste
Bezpečnosť a dodržiavanie predpisov sú v centrálnej pozícii pri návrhu TKweld Pipepines. Elektróda spĺňa platné normy pre zváracie materiály nízkolehovaných ocelí a je označená úplnými informáciami o stopovateľnosti. Produktu sprevádzajú odporúčania správneho skladovania a manipulácie, ktoré zachovávajú nízky obsah vodíka – pre najlepšie výsledky sa zvyčajne uvádzajú požiadavky na vlhké skladovanie a žíhanie. Dodržiavanie odporúčaných protokolov predohrevu, teploty medzi jednotlivými príchodmi a tepelného spracovania po zváraní (PWHT) zabezpečuje, že zvárané spoje splnia prísne požiadavky na húževnatosť a odstránenie napätia, ktoré sú často vyžadované pri výrobe tlakových nádob
TKweld poskytuje technickú podporu a sprievodcovstvo, ktoré pomáha zváračskym inžinierom a operátorom pri výbere vhodných parametrov a zváracích postupov. Bez ohľadu na to, či pracujú vo výrobe alebo pri údržbe na stavenisku, zvárači profitujú z dokumentácie TKweld o odporúčaných rozsahoch prúdu, voľbe priemeru elektród a technikách prípravy zvarových spojov. Táto podpora pomáha minimalizovať metódu pokusov a omylov a skracuje cykly kvalifikácie zváracích postupov
Možnosti balenia pre TKweld Pipepines J506Fe-1/E7018-1 sú navrhnuté s ohľadom na pohodlie a ochranu. Elektródy sú zvyčajne dostupné v tesne uzatvorených nádobách, ktoré ich chránia pred nasávaním vlhkosti a udržiavajú ich nízky obsah vodíka až do použitia. Balenie je ľahké uskladniť a prepraviť, čo ho robí vhodným pre veľké výrobné prevádzky aj pre odľahlé práce na stavenisku
TKweld Pipepines tlakové nádoby, zvárací drôt z nízkolegovaných ocelí J506Fe-1 AWS E7018-1 je spoľahlivá nízkovodíková elektroda určená pre náročné podmienky pri zváraní tlakových nádob. Ponúka stabilný oblúk, vynikajúce odstraňovanie škváry, vysoké mechanické vlastnosti a spoľahlivý výkon vo všetkých polohách. Vďaka konzistentnej kontrole kvality, jasnému sprievodcu manipuláciou a technickej podpore TKweld dodáva zvárací materiál, ktorý pomáha výrobným a servisným tímom dosiahnuť bezpečné, trvanlivé a normami schválené zvary na zariadeniach z nízkolegovaných ocelí