TKweld Pipepines trykkanlegg lavlegeret stålsveiserod J506Fe-1 AWS E7018-1 er en høytytende elektrode utviklet spesielt for sveising av lavlegeret stål brukt i konstruksjon og reparasjon av trykkanlegg. Utformet for pålitelighet, konsistens og overlegne mekaniske egenskaper, oppfyller denne sveiseroden de strenge kravene i industrielle sveisesituasjoner der styrke, seighet og sprekkresistens er avgjørende
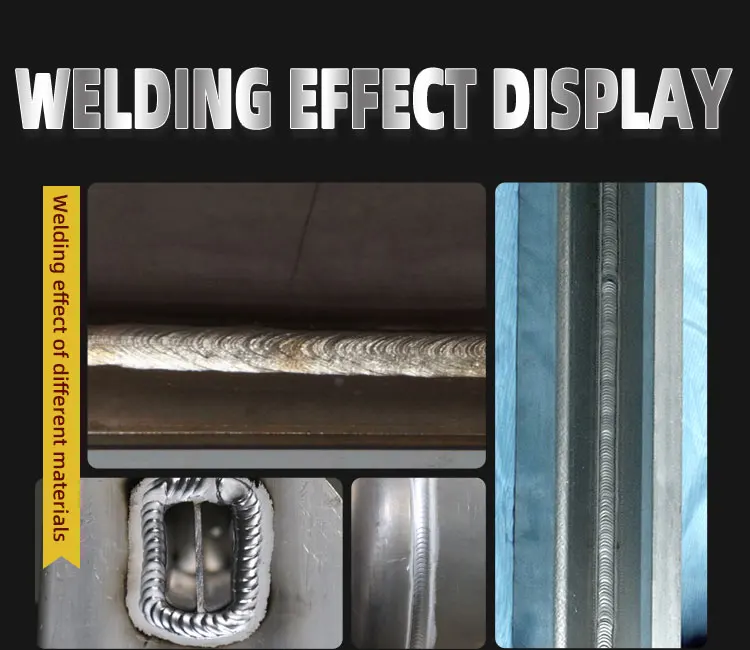
Bygget etter strenge spesifikasjoner tilbyr TKweld J506Fe-1/E7018-1 utmerket sveiseegenskaper på en rekke lavlegerede stål som ofte brukes i trykkanlegg, kjeleovner og lagertanker. Elektroden gir en jevn, stabil bue med minimal sprut, noe som gjør at sveiserne kan holde rene arbeidsområder og fokusere på å produsere sveiser av høy kvalitet. Dets beleggsformulering sikrer enkel tenn og gjenopptakelse av lysbuen, noe som reduserer nedetid og forbedrer produktiviteten under arbeidet
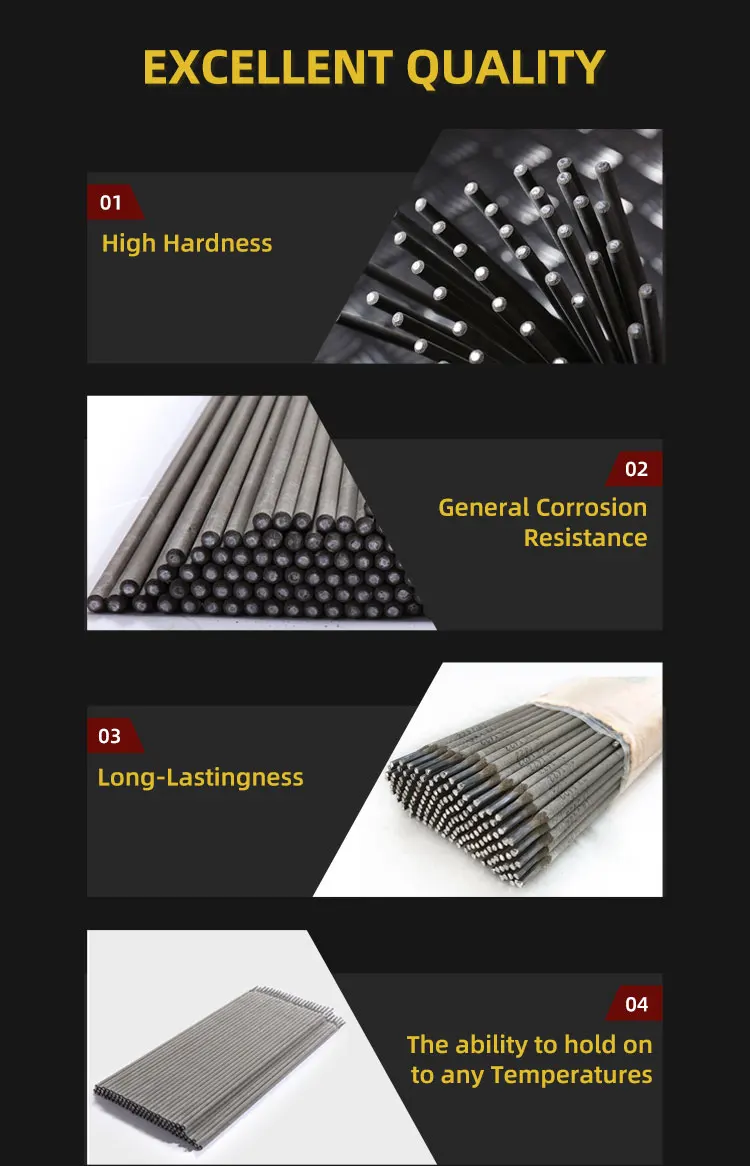
En av de fremtredende egenskapene til disse sveiserodene er deres evne til å levere sterke, seige sømavsetninger som samsvarer med grunnmaterialets ytelse under høy belastning og syklisk påvirkning. Tilleggsmetallet er formulert for å oppnå gunstig strekkfasthet og flytegenskaper, samtidig som det gir god slagseighet ved moderate til lave temperaturer. Denne balansen mellom styrke og seighet gjør TKweld Pipepines J506Fe-1/E7018-1 til et pålitelig valg for kritiske trykkbelastede komponenter hvor sikkerhet og holdbarhet er avgjørende
Elektrodens lave hydrogenegenskaper er avgjørende for å forhindre hydrogenindusert sprekking, et stort problem ved sveisede trykkbekker. Belegget inneholder ingredienser som fanger opp hydrogen og hjelper til med å begrense hydrogeninnholdet i smeltemetallet. Når det kombineres med riktig forvarming og kontroll av mellompass-temperaturen, sikrer TKweld J506Fe-1/E7018-1 gode, sprekkmotstandsdyktige sømmer, selv i tykkere deler av lavlegert stål
TKweld Pipepines J506Fe-1/E7018-1 er utviklet for bruk med likestrømsmaskiner med negativ elektrode (DCEN) og vekselstrømsmaskiner (AC), noe som gir fleksibilitet for ulike verkstedoppsett. Elektroden danner en jevn, godt formet søm med god kontroll og utmerket slaggavskilning. Slaggen løsner rent etter sveising, noe som reduserer rengjøringstiden og avdekker en ren, jevn sømprofil som er enkel å inspisere og etterbehandle
Konsistens er et kjennetegn for TKweld-produkter, og disse elektrodene produseres med strenge kvalitetskontroller for å sikre jevn ytelse fra parti til parti. Sveisesparametere, inkludert strømstyrkeområder og anbefalte bevegelseshastigheter, er oppgitt for å hjelpe sveiserne med å optimalisere avsetningshastighet og gjennomtrengning samtidig som varmetilførselen kontrolleres. Dette bidrar til å bevare de mekaniske egenskapene og mikrostrukturen som kreves for bruk i trykkbærende utstyr
Korrosjonsmotstand er en annen viktig betraktning for sveiseforbindelser i trykktanker, og tilleggsmetallkjemiene i TKweld J506Fe-1/E7018-1 bidrar til rimelig motstand mot vanlige korrosive miljøer som møtes i industrielle applikasjoner. Når disse elektrodene kombineres med riktig valg av grunnmateriale, varmebehandling etter svelsing og tiltak for korrosjonsbeskyttelse, bidrar de til lang levetid og reduserte vedlikeholdskostnader
Produktet er også egnet for flerpasesveising, noe som gir dyp gjennomtrengning i rotlodd og gode dekklodd med minimal risiko for defektformasjon. God kontroll over smeltebadet gjør at sveiseren kan opprettholde en jevn kuleform i vertikal-, tak- og annen posisjons-sveising, noe som gjør det velegnet for komplekse trykkbeholdergeometrier og feltreparasjoner
Sikkerhet og samsvar er sentralt i TKweld Pipepines design. Elektroden overholder gjeldende standarder for sveiselegeringer av lavlegerstål og er merket med full sporbarhetsinformasjon. Anbefalinger for riktig lagring og håndtering følger med produktet for å bevare lavt hydrogennivå – vanligvis spesifiseres fuktig lagring og bakesprosedyrer for best resultat. Vedlikehold av anbefalte forvarmings-, mellompasses- og ettervarmeannelegeringsprosedyrer (PWHT) sikrer at sveiseforbindelsene oppfyller de strenge kravene til seighet og spenningsløsning som ofte er påkrevd ved produksjon av trykkbeholdere
TKweld gir teknisk støtte og veiledning for å hjelpe sveiseteknikere og operatører med å velge passende parametere og sveiseprosedyrer. Uansett om man jobber i en verkstedhall eller utfører vedlikehold på felt, får sveisere nytte av TKwelds dokumentasjon om anbefalte ampèregrenser, valg av elektrodiameter og teknikker for leddforberedelse. Denne støtten bidrar til å minimere prøving og feiling og forkorte kvalifiseringsrunder for sveiseprosedyrer
Emballasjeløsninger for TKweld Pipepines J506Fe-1/E7018-1 er utformet for praktisk bruk og beskyttelse. Elektrodene er vanligvis tilgjengelig i hermetisk lukkede beholdere for å beskytte dem mot fuktighet og bevare deres lavhydrogen-egenskaper frem til bruk. Emballasjen er enkel å lagre og transportere, noe som gjør den egnet både for store produksjonsanlegg og feltoperasjoner langt fra sentrale lokasjoner
TKweld Rørtrykkbeholdere Lavlegeret Stål Sveisesnor J506Fe-1 AWS E7018-1 er en pålitelig, lavhydrogen elektrode tilpasset de strenge kravene ved sveising av trykkbeholdere. Den gir stabil lysbue, utmerket slaggrømning, sterke mekaniske egenskaper og pålitelig ytelse i alle stillinger. Med konsekvent kvalitetskontroll, tydelig håndteringsveiledning og teknisk støtte leverer TKweld et sveisedel som hjelper fabrikanter og vedlikeholdslag med å oppnå sikre, varige og forskriftsmessige søm i lavlegerede ståltrykkutstyr