A TKweld Csővezetékek Nyomástartó edények Alacsony ötvözetű acél hegesztőpálca J506Fe-1 AWS E7018-1 egy kiváló teljesítményű elektróda, amely kifejezetten nyomástartó edények gyártásához és javításához használt alacsony ötvözetű acélok hegesztésére lett kifejlesztve. A megbízhatóságot, állandóságot és kiváló mechanikai tulajdonságokat szem előtt tartva tervezett elektróda ideálisan felel meg az ipari hegesztési környezetek magas követelményeinek, ahol a szilárdság, ütőmunka-állóság és repedésállóság kiemelkedő fontosságú
Szigorú előírásoknak megfelelően készült a TKweld J506Fe-1/E7018-1, amely kiváló hegeszthetőséget nyújt széles körben elterjedt alacsony ötvözetű acélok esetén, melyeket gyakran használnak nyomástartó edények, kazánok és tárolótartályok készítéséhez. Az elektród stabil, sima ívet hoz létre minimális szikrabefulladással, lehetővé téve a hegesztők számára, hogy tiszta munkaterületet tartsanak fenn, és a minőségi varratok elkészítésére koncentrálhassanak. Bevonata könnyű begyulladást és újragyulladást biztosít, csökkentve az állásidőt és növelve a munkavégzés hatékonyságát.
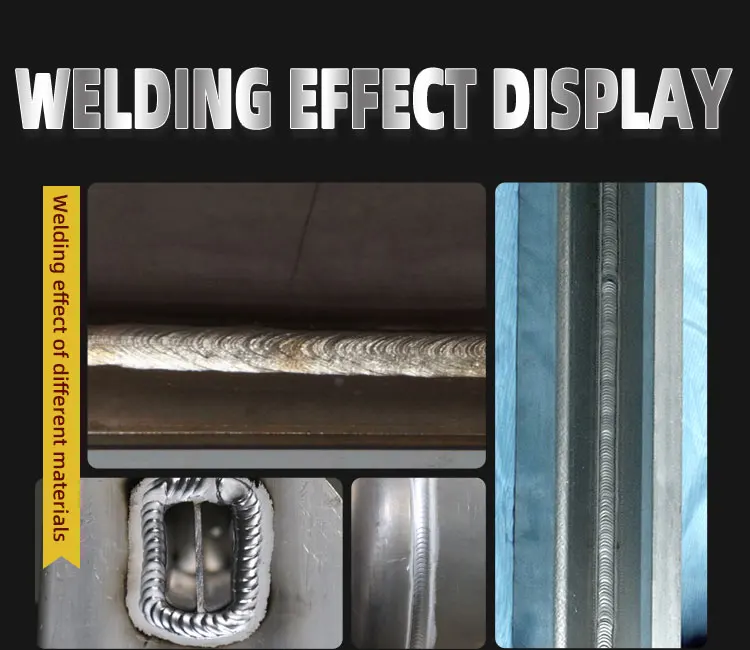
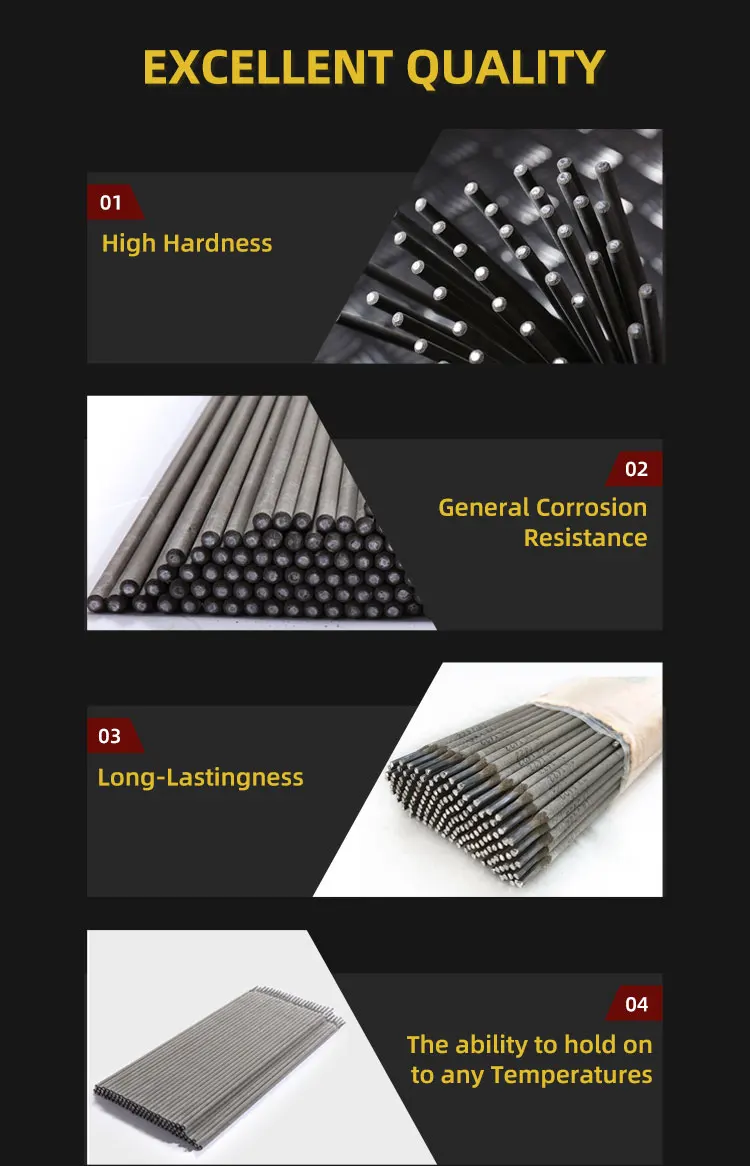
Ezen hegesztőpálcák egyik kiemelkedő tulajdonsága, hogy erős, alakváltozási képességgel rendelkező varratot hoznak létre, amely megfelel az alapanyag teljesítményének nagy igénybevétel és ciklikus terhelés esetén. A kitöltő anyagot úgy alakították ki, hogy kedvező szakítószilárdságot és folyáshatárt érjen el, miközben jó ütőmérést nyújt közepes és alacsony hőmérsékleteken. Erősségük és szívósságuk ezen egyensúlya miatt a TKweld Pipepines J506Fe-1/E7018-1 megbízható választás olyan kritikus nyomástartó elemekhez, ahol a biztonság és tartósság elsődleges fontosságú.
Az elektróda alacsony hidrogéntartalmú jellege kulcsfontosságú a hidrogén okozta repedések megelőzésében, amely különösen fontos kérdés a hegesztett nyomástartó edényeknél. A bevonat olyan hidrogénmegkötő összetevőket tartalmaz, amelyek korlátozzák a hegesztési varrat fémjének hidrogéntartalmát. Megfelelő előmelegítéssel és közbeni hőmérséklet-szabályozással párosítva a TKweld J506Fe-1/E7018-1 segít biztosítani a hibátlan, repedésmentes hegesztéseket még vastagabb alacsony ötvözetű acél szakaszoknál is
A TKweld Pipepines J506Fe-1/E7018-1 egyenáramú negatív elektródás (DCEN) és váltóáramú (AC) hegesztőgépekhez lett tervezve, így rugalmasságot nyújt különböző műhelykialakításoknál. Az elektróda sima, jól formált varratot visz fel, kiváló uralhatósággal és kitűnő salakleválással. A salak tisztán lepattan a hegesztés után, csökkentve az utánigazítási időt, és rendezett, egységes hegesztési profil jelenik meg, amelyet könnyű ellenőrizni és utómunkával befejezni
Az egységesség a TKweld termékek jellemzője, és ezek az elektródák szigorú minőségellenőrzés mellett készülnek, hogy biztosítsák az egyenletes teljesítményt kötegenként. A hegesztési paraméterek, beleértve az áramerősség-tartományokat és ajánlott haladási sebességeket is, segítenek a hegesztőknek optimalizálni a felvitelezési ráta és a beolvadás mértékét, miközben ellenőrzik a hőbevitelt. Ez segít megőrizni a nyomástartó berendezések üzem közbeni alkalmazásához szükséges mechanikai tulajdonságokat és mikroszerkezetet
A korrózióállóság szintén fontos szempont a nyomástartó edények hegesztésénél, és a TKweld J506Fe-1/E7018-1 kitöltő anyag kémiai összetétele hozzájárul a gyakori ipari korróziós környezetekkel szembeni kellő ellenálláshoz. Megfelelő alapanyag-választással, utóhegesztési hőkezeléssel és korrózióvédelmi intézkedésekkel kombinálva ezek az elektródák hosszú élettartamhoz és csökkent karbantartási költségekhez járulnak hozzá
A termék többszöri hegesztési eljárásokhoz is alkalmas, lehetővé téve mélyen behatoló gyökérvarratokat és hibamentes fedővarratokat minimális hibaképződési kockázattal. Kiváló fürdőszabályozása lehetővé teszi a hegesztők számára, hogy függőleges, fejmetszeti és egyéb nehéz helyzetekben is állandó varratképet tartsanak fenn, így sokoldalúan alkalmazható összetett nyomástartó edény geometriákhoz és terepi javításokhoz
A biztonság és megfelelőség központi szerepet játszik a TKweld Pipepines tervezésében. Az elektródát az alacsony ötvözésű acélokhoz használt hegesztőanyagok vonatkozó szabványai szerint gyártották, és teljes nyomonkövethetőségi információkkal vannak ellátva. A termékhez tárolási és kezelési ajánlások tartoznak a hidrogéntartalom alacsony szinten tartásához – általában nedves környezetben történő tárolást és megsütést írnak elő a legjobb eredmény érdekében. A javasolt előmelegítési, köztes hőmérsékleti és utóhegesztési hőkezelési (PWHT) eljárások betartása biztosítja, hogy a hegesztett kötések megfeleljenek a nyomástartó edények gyártásánál gyakran előírt szigorú szívóssági és feszültségmentesítési követelményeknek
A TKweld műszaki támogatást és útmutatást nyújt a hegesztőmérnököknek és -operátoroknak, hogy kiválasszák a megfelelő paramétereket és hegesztési eljárásokat. Legyen szó gyártóüzemről vagy terepi karbantartásról, a hegesztők profitálnak a TKweld dokumentációjából, amely ajánlott áramerősség-tartományokat, elektródátmérő-választékokat és kötéselőkészítési technikákat tartalmaz. Ez a támogatás csökkenti a próbálkozásos módszert, és lerövidíti a hegesztési eljárások minősítési ciklusait.
A TKweld Pipepines J506Fe-1/E7018-1 csomagolási lehetőségei a kényelemre és védelemre helyezik a hangsúlyt. Az elektródákat általában zárt edényekben kínálják, hogy megvédjék őket a nedvességfelvételtől és fenntartsák alacsony hidrogéntartalmukat a felhasználásig. A csomagolás könnyen tárolható és szállítható, így alkalmas nagy méretű gyártóüzemekre és távoli terepi műveletekre egyaránt.
A TKweld Pipepines nyomástartó edényekhez kifejlesztett alacsony ötvözettségű acél hegesztőpálcája, J506Fe-1 AWS E7018-1, megbízható, alacsony hidrogéntartalmú elektróda, amelyet a nyomástartó edények hegesztésének szigorú követelményeihez terveztek. Stabil ívet, kitűnő salakleválasztást, kiváló mechanikai tulajdonságokat és megbízható teljesítményt biztosít többféle hegesztési pozícióban. Állandó minőségellenőrzéssel, egyértelmű kezelési útmutatóval és műszaki támogatással a TKweld olyan hegesztőanyagot kínál, amely segíti a gyártókat és karbantartó csapatokat biztonságos, tartós és előírásoknak megfelelő varratok elérésében alacsony ötvözettségű acélból készült nyomástartó berendezéseknél