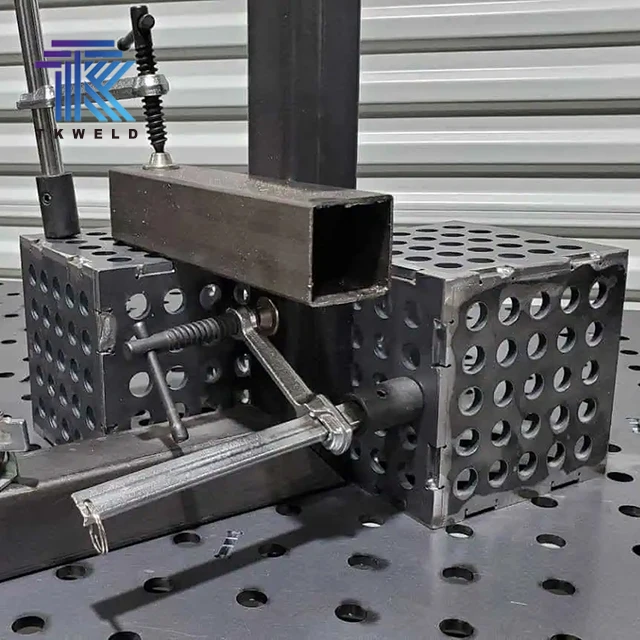



Tato pracovní stanice je speciálně navržena tak, aby splňovala základní požadavky na svařování vysoce čistých tlakových nádob z nerezové oceli v odvětvích farmaceutickém, potravinářském a jemné chemie. Je určena k svařování kritických komponent, jako jsou podélné a obvodové švy válcových těles, hlavic a tryskových hrdel. Základní materiály jsou nerezové oceli 304 a 316L s tloušťkou plechu od 3 do 12 mm. Používá se plně automatický pulzní TIG proces jednostranného svařování s dvojstranným tvarem, přičemž se používají plná dráty z nízkouhlíkové nerezové oceli ER308L a ER316L a je vybavena 99,999% vysoce čistým argonem pro ochranu přední strany, stínění zadní strany nebo vnitřní argonovou ochranu.
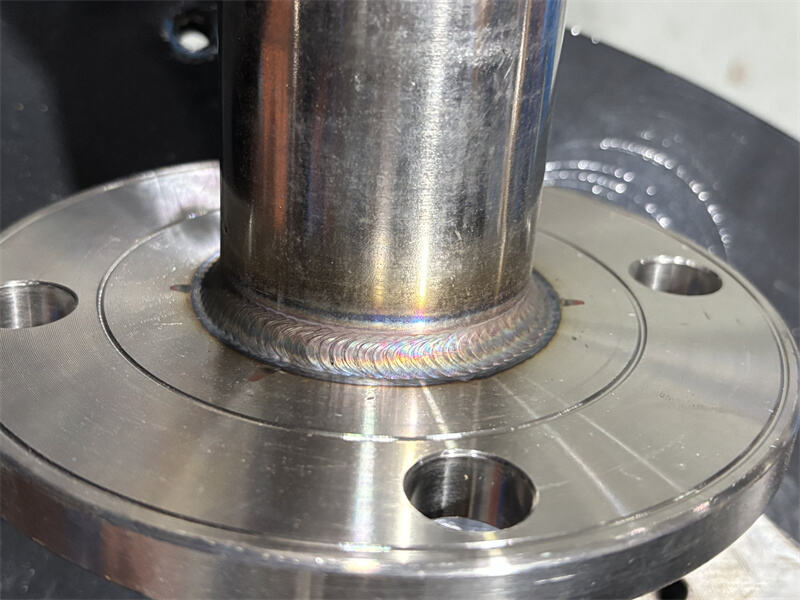
Výzvy projektu: Dosáhnutí vysoce kvalitního jednostranného svařování s dvojstrannou formací, při kterém musí být svar na zadní straně hladký a bez oxidace, a to bez použití podložky. To vyžaduje přesnou kontrolu tepelného přívodu oblouku, chování tavené lázně a ochranného plynu na zadní straně v milimetrové toleranci. Jakékoli kolísání parametrů může vést ke zatmavování, neúplnému průvaru nebo oxidaci svaru na zadní straně.
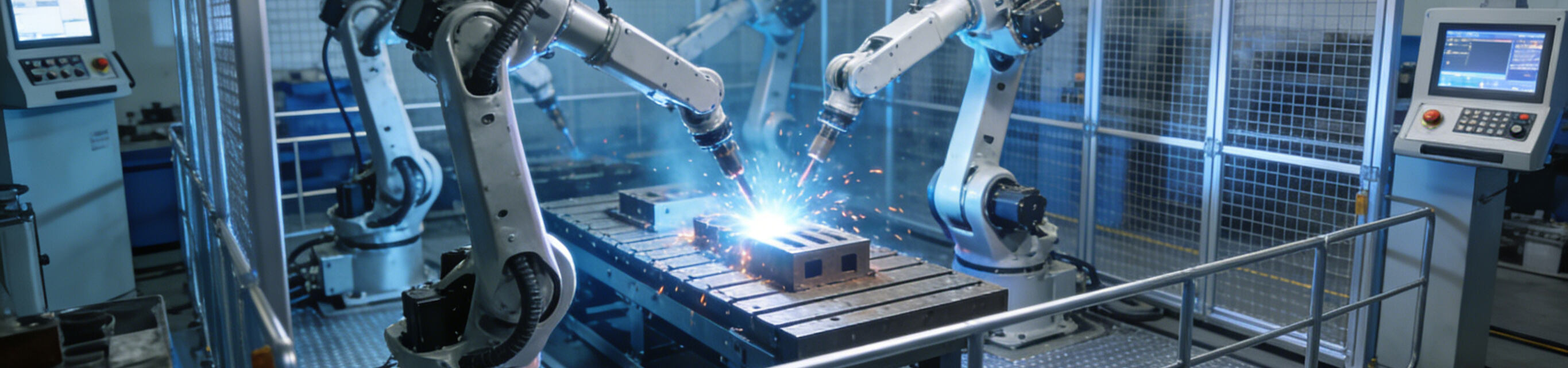
Hlavní výhody a průlomy projektu: Skutečně přesná kontrola dynamické orientace svařovací hořáku v reálném čase: Během celého svařovacího procesu robot nejen pohybuje po složitých křivkách, ale také udržuje optimální orientaci (úhel sklonu) a úhel hořáku vzhledem ke svařované švu (pracovní úhel, úhel posunu). Systém zajišťuje, že oblouk je stále zarovnaný se spojovou linkou a automaticky upravuje parametry v různých kvadrantech (např. poloha nahoru a dolů). Byl vyřešen problém toku taveniny a nerovnoměrného tvarenu svaru způsobený změnami polohy při svařování protínajících se čar, což umožňuje dosáhnout konzistentního tvaru svaru ve všech polohách a cyklech, přičemž stabilita kvality daleko převyšuje výkon i nejlepších svařovacích specialistů.
Řešení problémů zákazníků: Úplně nahradilo tradiční ruční svařování nebo neefektivní procesy dvoustranného svařování, čímž odstranil plýtvání časem a materiály způsobené čištěním kořene švu zezadu, broušením a opakovaným svařováním. První průchod svařování má úspěšnost více než 99,8 %, přičemž jak kvalita vnitřního, tak i vnějšího svaru splňuje nejpřísnější průmyslové normy. Výrobní efektivita se zvýšila o více než 200 %, což výrazně snižuje celkové náklady na výrobu a rizika týkající se kvality u zákazníka.
Vítejte, abyste nás kontaktovali.