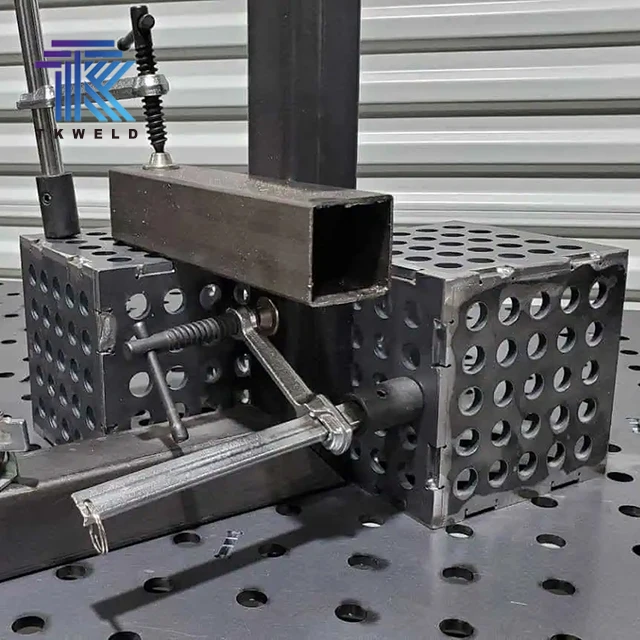



Бул иш учурагы дарыялар, тамак-аш жана жуп химиялык өнөр жайындагы жогорку тазалыктагы кыйын болбогон болот басым колбосу үчүн негизги эретүү талаптарын коюш үчүн атайын иштелип чыккан. Цилиндр денесинин боёнча жана айланма тигиштерди, баштарды, шүмүктөрдү эретүүгө арналган. Негизги материалдар – 304 жана 316L кыйын болбогон болот, барактын калыңдыгы 3–12 мм чейин. Бул 99,999% жогорку тазалыктагы аргон газы менен алдын алуу жана артка карата коргоо же ички аргон газы менен коргоо менен жабдылган ER308L жана ER316L төмөнкү көмүртек болгон кыйын болбогон болот катуу сымдарды колдонуп, бир жактуу эретүүнүн эки жактуу формалашуу процессин толугу менен автоматташтырат.
Долбоордун кыйынчылыктары: Арка тарабындагы эрим көпүрө туруктуу болуп, тотубай, арткы жактагы колдонуучу газды колдонбостон эки жактан да формалашкан бир жактан эретилгенди даярдоо. Бул дуганын жылуулук киргизүүсүн, эрим көпүрөнүн мамилесин жана арткы жактагы коргоо газын миллиметр деңгээлинде так чечмелөөнү талап кылат. Параметрлердин аздап өзгөрүшү арка тарабындагы көпүрөнүн ойгонушуна, толук эмес жетип берүүгө же тотубуна жана караңгылашууга алып келет.
Долбоордун негизги жетиштүүлүгү жана жаңылыгы: Динамикалык эрне таштакчаны насыя башкаруу. Эрнетө кирүү процесси боюнча робот татаал кисинки сызыктар боюнча гана эмес, эрне таштакчанын эң оңуштуу бурчу (эңселүү бурч) жана эрне тилке менен салыштырмалуу бурчун (иштөө бурчу, жүрүш бурчу) да сактайт. Система дайым электр дуасынын балкыган сызыгына туура келүүсүн камсыз кылат жана ар кандай четтерде (жогору жана төмөнкү орундар) параметрлерди автоматтык түрдө өзгөртөт. Бул кесилиштирип эрнетө кирүүдө орун алмаштыргандан кийин балкыган ылдамдын агымы жана теңсиз эрне тилкелери пайда болушуна байланыштуу маселе чечилди жана бардык орундарда жана циклдерде бирдей эрне тилкелерин алууга жетиштирилди, сапаттын туруктуулugu эң жогорку деңгээлдеги эрнетө кирүүчүлөрдүн натыйжаларын эскиге чейин ашып кетти.
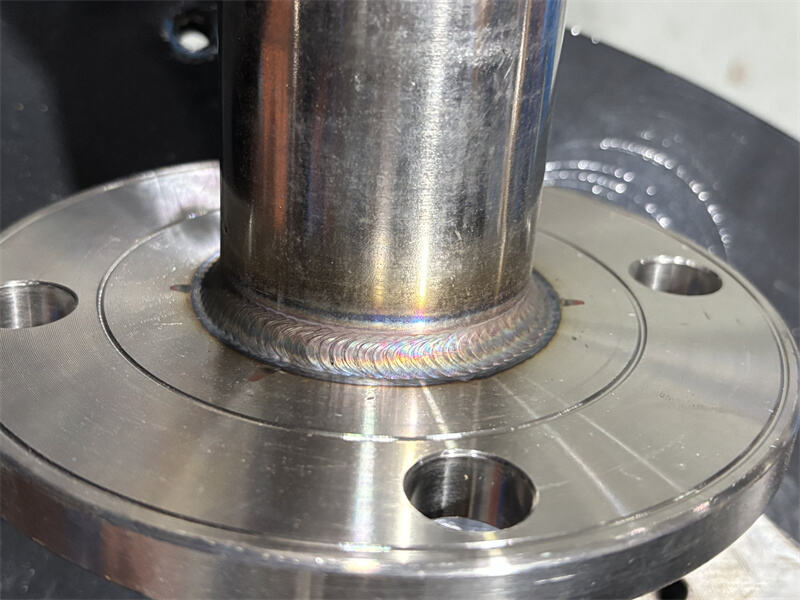
Клиенттердин маселелерин чечүү: Бул технологиясы толугу менен колдо жасалган эски ынгайлуу эмес эки жактуу кайнаштыруу процесстерин алмаштырды, арткы тамырды тазалоо, шлифтөө жана кайрадан кайнаштыруу менен убакыт жана материалдардын кетиштен кутулду. Биринчи жолку кайнаштыруунун өтүш баары 99,8%дан ашкан, ички жана сырткы кайнак сапаты эң бийик өнөр жай стандарттарына туура келет. Өндүрүштүн эффективдүүлүгү 200%дан ашып көбөйдү, клиенттин жалпы өндүрүш чыгымдарын жана сапатка тийилген коркунучтарын эле пайдаланууда.
БИЗБЕ КОНТАКТТА БОЛУУГА КӨЧӨРҮЛӨЙ