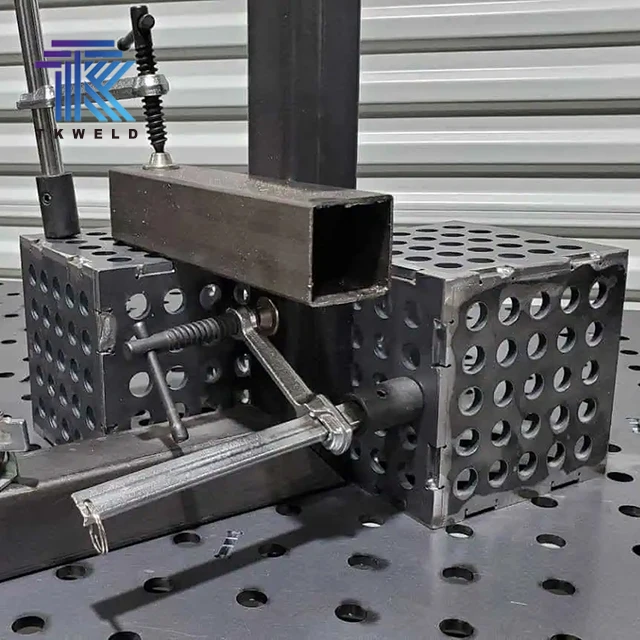



Це робоче місце спеціально розроблено для задоволення основних вимог до зварювання високоякісних нержавіючих сталевих посудин під тиском у фармацевтичній, харчовій та тонкій хімічній промисловості. Воно призначене для зварювання критичних компонентів, таких як поздовжні та кільцеві шви корпусу циліндра, голівок і патрубків. Основні матеріали — нержавіюча сталь марок 304 та 316L, товщина листа в діапазоні від 3 до 12 мм. Використовується повністю автоматичний процес імпульсного TIG-зварювання одностороннім швом із двостороннім формуванням, застосовуються низьковуглецеві цільнотягнуті дроти з нержавіючої сталі ER308L та ER316L, а також передбачено захист передньої сторони шва аргоном підвищеної чистоти (99,999%) та екранування зворотного боку або внутрішнє захисне аргонове середовище.
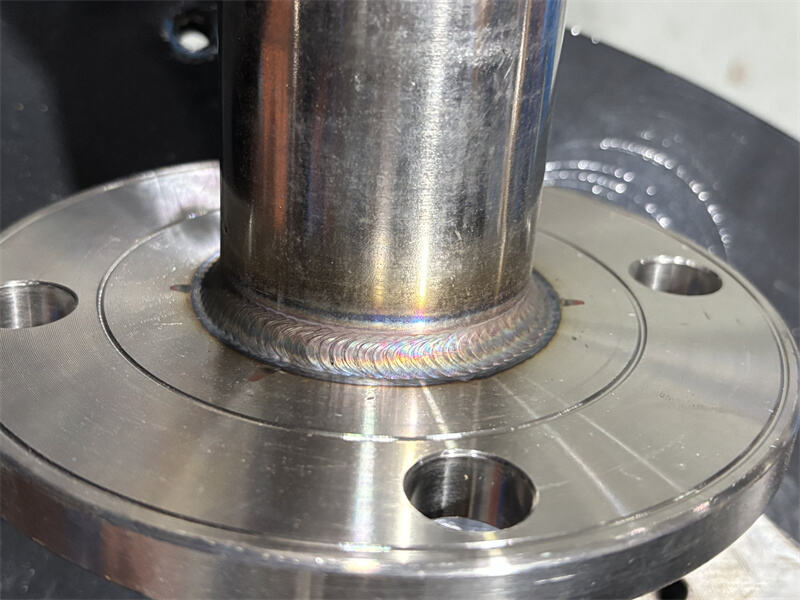
Проблеми проекту: досягнення високоякісного одностороннього зварювання із двостороннім формуванням, при якому зворотний валик зварного шву має бути рівним і без окислення без підкладки. Це вимагає прецизійного контролю на рівні міліметрів кількості тепла дуги, поведінки розплавленої ванни та захисного газу на зворотному боці. Будь-які коливання параметрів можуть призвести до провисання зворотного валика шва, неповного проплавлення або окислення та потемніння.
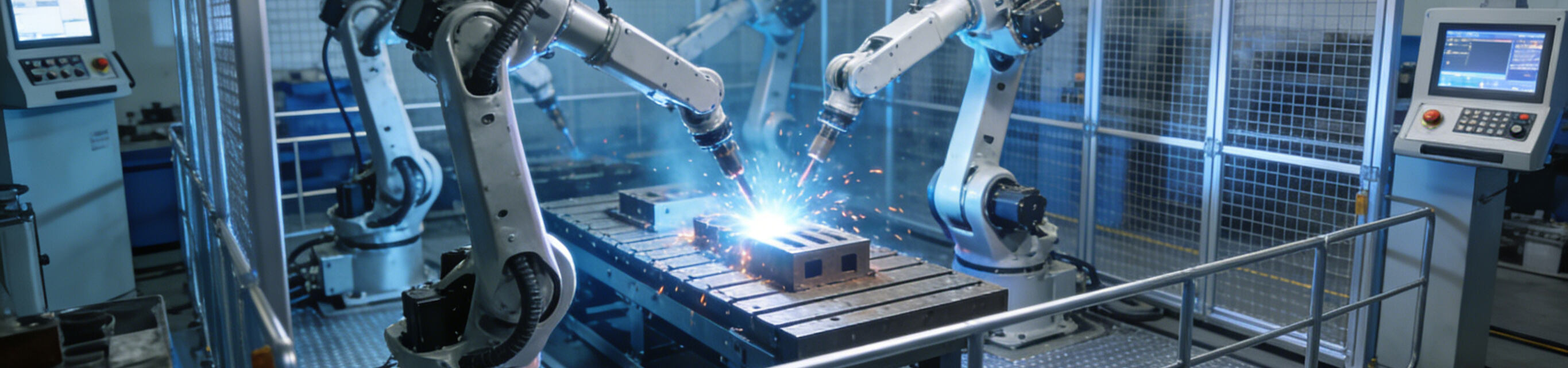
Ключові аспекти та прориви проекту: точне управління в реальному часі орієнтацією зварювального паяльника: протягом усього процесу зварювання робот рухається не лише по складних кривих, а й постійно підтримує оптимальну орієнтацію (кут нахилу) та положення паяльника щодо шва (робочий кут, кут просування). Система забезпечує стале положення дуги строго по лінії сплавлення та автоматично регулює параметри в різних положеннях (наприклад, при зварюванні угору та вниз). Це дозволило подолати проблему стікання розплавленого металу та нерівномірного формування шва, спричинену зміною положення при зварюванні перетинаючихся швів, і досягти стабільного формування шва в усіх положеннях та циклах, причому якість значно перевищує можливості навіть найкращих зварників.
Вирішення проблем клієнтів: це повністю замінило традиційне ручне зварювання або неефективні процеси двостороннього зварювання, усунувши витрати часу та матеріалів, пов’язані з очищенням кореня шва з зворотного боку, шліфуванням та повторним зварюванням. Відсоток успішного проходження зварювання з першої спроби перевищує 99,8%, якість зварних швів як зовні, так і всередині відповідає найвищим галузевим стандартам. Продуктивність виробництва зросла більше ніж на 200%, що значно зменшує загальні витрати клієнта на виробництво та ризики, пов’язані з якістю.
Ласкаво просимо зв'язатися з нами